
由 Bruno Christen | 12 月 3, 2025 | 专业知识
深入剖析,方显价值 Blaser Swisslube 技术中心工艺工程师 Marco Kunz——自动磨损测量系统的联合开发者 借助传感器技术与数据,实现高效、可靠的加工 在现代制造加工中,金属加工液在质量表现、成本效益及可持续性方面起着决定性作用。瑞士金属加工液解决方案专家 Blaser Swisslube 展示了如何借助针对性的传感器技术,对现代高性能切削油的优势进行客观量化,并将结果用于工艺优化。 滑动主轴箱式自动车床线性刀库后方,用于检测刀具磨损的摄像头 科研与实践并驾齐驱 多年来,Blaser Swisslube 持续研发金属加工液,其产品已广泛应用于全球各类加工工艺。通过将基础研究、自有技术中心与应用导向型开发相结合,公司能够针对真实生产环境定制匹配的解决方案。其核心在于全面理解加工全过程,即机床、刀具、材料、加工参数与金属加工液之间的相互作用。为精确记录并深入理解这些复杂的相互作用,Blaser Swisslube 采用传感器技术以及数字化的数据采集与分析手段。 传感器技术赋能机械加工 Blaser Swisslube 运行一台来自 Star Micronics 的先进瑞士型走心车床,配备棒料送料系统及高压冷却液系统。该测试平台集成了大量传感器,可在加工过程中直接采集机械与热学效应数据。在机床层面,系统实时记录主轴负载、各轴位置以及宏观变量数据。此外,多点布置的振动传感器可测量 10Hz 至 10kHz 范围内的振动信号,非常适合用于检测诸如料库中棒材的跳动、加工过程中的颤振现象以及切削力变化。压力、流量与温度传感器用于监控冷却润滑液的供给状态,而空气质量传感器则对机床环境中的油雾浓度进行量化监测。 自动化磨损测量 光学磨损测量是 Blaser Swisslube 的一项自主研发技术:通过摄像头自动采集刀具图像,无需人工中断加工或拆卸刀具,即可测量刀具磨损带宽度。海量数据让加工全过程清晰可见。。基于数据的分析能够在早期识别加工行为中极其细微的变化,这是实现可重复、具成本效益的测试及稳定批量生产工艺的关键一步。 从测量数据到工艺优化 通过对数据的系统分析,可对不同切削油的性能进行精准对比。例如,在无铅黄铜合金的车削加工中,测试结果表明:在 1000 分钟的有效切削时间内,未出现显著刀具磨损...
由 Bruno Christen | 11 月 8, 2022 | 专业知识
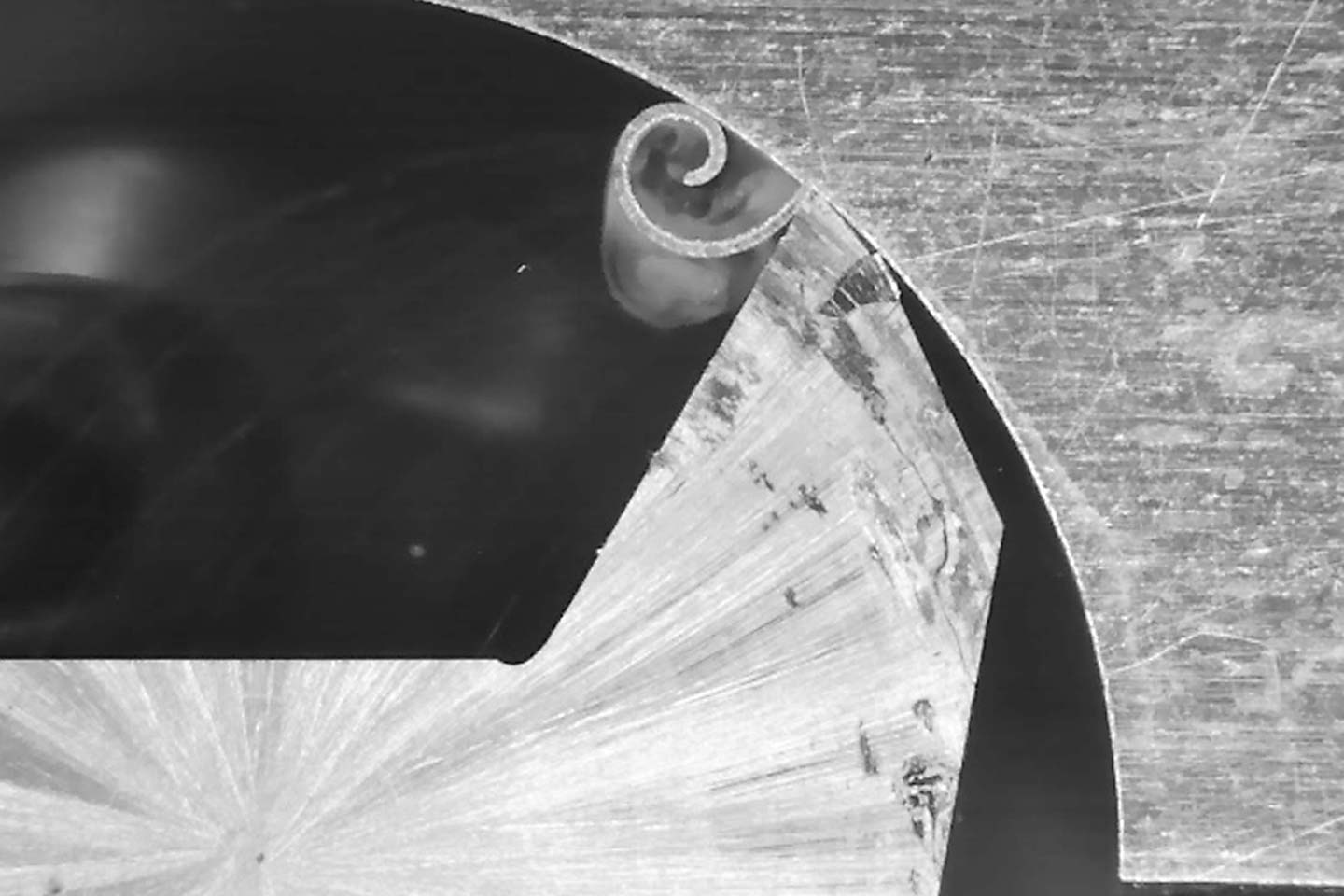
巴索以具创新性的方法深入观察各种切屑的形成 令人印象深刻的微距高速镜头下:慢动作可见,硬质合金铣刀以完美的轨迹切削黄铜。巴索 Synergy 735 金属加工液在卷起的切屑周围变得浑浊——这正是热量最大之处。它分离出油状相,从而形成更有效的润滑乳化液。通过技术中心的系列测试,来自 Blaser Swisslube 的金属加工液专家对加工过程进行了深入细致的分析。我们的格言:通过专业知识和数据信息,更快地获得更好的金属加工液! 作为与著名苏黎世联邦理工学院联合开展的项目的一部分,加工过程、切屑形成情况和金属加工液的特性被更精确地捕捉,并以图像和视频方式进行展示。瑞士金属加工液专家 Blaser Swisslube 的研发团队已经将此想法列入计划并付诸实施。通过使用带有微距镜头的高速相机,将其放置在观察镜后面,保持与金属加工液维持一定的距离,可实现获得清晰且精确的记录。使用环形灯以提供必要的光强度,并使用为此项测试专门研磨、螺旋角为 0° 的硬质金属铣刀。 加工钛时,切削刃附近和切屑中心的温度最高。切屑周围形成的亮色云雾既是证明。(图片来源:Blaser Swisslube) 令人惊叹的结果:高速摄像首次揭示了无油、水溶性的金属加工液 Synergy 735 的作用机制-即在较高温度下加工液能改善润滑效果-这变化发生在加工过程中,且其变化速度快得足以优化铣削过程。也就是说,Synergy 735 会改变自身特性,像“变色龙”一样适应加工过程。 黄铜的比较 Synergy 735 蓝铜 “我们的技术中心让我们可以比竞争对手更加准确地进行观察探索。这种对所有细节的关注,以及我们的化学家与加工专家之间的合作,使我们能够开发出可持续改进工艺、降低生产成本和延长刀具寿命的金属加工液。” Blaser Swisslube总经理Marc Blaser解释道。 前文提到的测试中所使用的 Synergy 735 金属加工液在冷却后,会再次变得清澈,从而保持机床的清洁并保证良好的加工过程可视性。它的优点还包括中性气味和优异的皮肤兼容性。Synergy 735 适合用于各种材料的表面加工,包括铝合金、钛合金和不锈钢等等。因为形成泡沫极少,所以也是高压系统的理想选择。 十多年来,Blaser Swisslube 的技术中心不断扩大。目前,中心的面积超过 1500 平方米,并使用四台数控铣床和一台最先进的磨床进行相关研究。例如测试新开发的产品,在真实条件下模拟客户的生产情况等。高精度测量设备和传感器能够正确地解释所获得的数据。 无铅黄铜在切削刃上滑动并形成薄切屑。(图片来源:Blaser Swisslube) 实验装置。此为与苏黎世联邦理工学院联合项目的一部分。(图片来源:Blaser Swisslube) 磨损测量能揭示节约的潜力 例如,使用显微镜相机进行磨损测量,它会每两分钟自动拍摄一次刀片的显微图像。“刀具的磨损,通常会限制加工过程的效率。借助新的测量方式,我们可以在最短的时间内直接从机床接收到有意义的信息。” Blaser Swisslube 的摩擦学专家 Linus Meier 博士解释道。得益于经过优化的数据流,我们可以在实验室中更轻松、更快速地对金属加工液进行调整。“我们的客户可从中得到实在的益处。因为高性能金属加工液可以在生产过程中实现各个方面的节约,无论是提高生产率还是减少刀具磨损。” Linus Meier 强调道。 Liquid Tool™ 总览 一款最佳的金属加工液通常具有十几种成分,包括油、乳化剂和添加剂等。要使金属加工液成为优化整个生产过程效率的液体切削工具,既需要加工技术人员的专业知识,也需要对精密配方的研究。长期以来,Blaser Swisslube 一直仰赖于这两个学科之间的合作。Marc Blaser:“只有当我们的化学专家在性能测试中验证金属加工液的实际表现,并且能够解读从生产技术人员那获得的数据时,我们才能在金属加工液的开发上取得长足的进步。...

由 Blaser Swisslube | 5 月 29, 2021 | 专业知识
涡轮叶片微量润滑加工研究 Liechti Engineering 在 Turbomill 1400i 上的演示刀片(周转时间:63 分钟)。空白的质量为:150x70x480mm。 Blaser Swisslube 与 GF Machining Solutions AG–Liechti Engineering 和 Walter AG 合作,对钢制涡轮叶片的铣削进行了广泛的分析。结论:微量润滑(MQL)可以优化工艺并在工具成本方面提供节省潜力。 合作努力始于大约 1.5 年前。Liechti Engineering 发起了该项目,旨在在 Blaser Swisslube 和 Walter 的支持下优化涡轮叶片的加工。刀片由高合金耐热钢制成,首先经过粗化处理,然后在最终精加工之前进行预精加工。特别是关键处理阶段(意味着:最长的周期时间,因此是最高的生产成本)在整个项目过程中都经过仔细检查。 Blaser Swisslube 的技术中心 在位于 Hasle-Rüegsau 总部的 Blaser Swisslube 内部技术中心进行初步测试时,X20 铬钢块使用 GF Mikron HPM 800U 铣削 – 粗加工和精加工。使用金属加工液 MQL 以及干燥和纯压缩空气冷却进行加工,然后进行比较。使用了各种切割参数。MQL 加工在减少精加工过程中的侧面磨损方面证明了其优点,并且表面光洁度也非常好。因此,它被证明是该过程的理想选择。 位于 Hasle-Rüegsau 的 Blaser Swisslube 技术中心和能力中心 Liechti Engineering 取得的研究成果 随后在朗瑙的 Liechti Engineering 公司进行了进一步的测试。刀片使用 Turbomill 1400i 进行加工。获得的结果与 Blaser 技术中心的发现相符。除了 X20 铬钢,Liechti Engineering 还加工了难以加工的 X2 铬钢,以便对 MQL 工艺进行审查。结论:由于采用 MQL 处理,切削刃磨损减少,刀具寿命更长。这提供了关于工具成本的节省潜力。测试表明,与金属加工液相比,使用 MQL 精加工时,刀具磨损最多可减少 5 倍 合作结果 “MQL 加工是经过测试的加工工艺的完美选择,”Blaser Swisslube 的工艺工程经理 Simon Sakica 解释说。“在粗化时,此过程涉及与空气一起工作,以将热冲击降至最低。说到完成,MQL 是最好的解决方案。但是,您必须确保喷雾模式正确。由于 MQL 处理不需要储罐,因此还节省了工厂车间的空间。但是,您需要避免在机器中沉积任何切屑残留物,”他总结道。这是需要进一步澄清的事情。 根据 Liechti Engineering 和 Walter 的调查结果,所有冷却方法都有其优点和缺点。“在最好的情况下,一台机器既可以使用金属加工液,也可以使用 MQL。人们可以为每个会话使用正确的流程,”来自 Liechti Engineering 的 Andreas Finger 总结道。 这意味着 Liechti Engineering、Walter 和 Blaser Swisslube 的项目负责人将继续忙于该项目的调查结果。 比较 MQL 与带有后刀面磨损的冷却液加工,刀具:SC 立铣刀 ø19/R1, z=15 Blaser Swisslube 的液体工具 生产率、经济效率和加工质量的因素在很大程度上取决于所用冷却液的选择和质量以及加工专家的专业知识。由于专业知识,冷却液变成了液体工具,这是一种根据合作伙伴的要求精确定制的解决方案。 列赫蒂工程Liechti Engineering 是航空航天和电力生产领域涡轮机行业 5 轴轮廓加工解决方案的全球领导者。在这些市场中,Liechti Engineering 作为交钥匙解决方案专家而享有盛誉,包括特殊机器、软件、工艺技术、流量曲线工具。Liechti Engineering 的铣床凭借其特定的轮廓加工技术和特殊的 CAD/CAM 软件将加工时间缩短了 30% 以上。这种高性能归功于公司的工程能力以及在钛、铬镍铁合金、镍镍合金、铝化钛和高合金钢的 5 轴和高动态加工领域的专业知识。 GF Machining Solutions AG列赫蒂工程卡纳尔韦格 43550 朗瑙www.gfms.com 沃尔特股份公司瓦尔特是金属加工领域的世界领先公司之一。加工专家提供范围广泛的用于铣削、车削、钻孔和螺纹加工的精密刀具。该公司与其客户一起为通用机械制造、航空航天、汽车和能源行业领域的部件完整加工开发定制解决方案。 沃尔特(瑞士)股份公司胡能韦格 24501 索洛图恩 从 Blaser Swisslube 了解有关 MQL...
由 Blaser Swisslube | 5 月 4, 2021 | 专业知识
Blaser Swisslube 在上海开设实验室,优化客户服务 新实验室允许 Blaser 技术人员为市场上的客户进行有针对性的测试,并为内部和外部专家进行产品和化学相关的培训。 瑞士金属加工液专家 Blaser Swisslube 在其位于上海的中国子公司开设了专门的实验室。现在可以在本地进行范围广泛的水和金属加工液测试,最大限度地减少测试响应时间并强调 Blaser 在这个重要且充满活力的市场中的客户服务努力。这家瑞士公司以其独特的专业知识和整体方法而闻名,这些方法有助于将金属加工液转化为提高生产力的“液体工具”。 滴定 油相容性测试 芯片测试 Blaser Swisslube 在中国市场开设了第一家国内实验室。在全新的上海实验室中,研究人员和实验室技术人员进行了广泛的测试。“新实验室帮助我们将测试响应时间缩短了一半,从两周缩短到一周”,Blaser Swisslube 中亚区董事总经理 David Liu 解释说。“中国对我们来说是一个非常重要的增长市场。随着新实验室的开业,我们希望加强我们在大中华区提供无与伦比的客户服务的努力。” 新实验室允许 Blaser 技术人员为市场上的客户进行有针对性的测试,并为内部和外部专家进行产品和化学相关的培训。实验室检查包括广泛的测试,从水溶性产品的浓度、pH 值、硬度、平均液滴尺寸、氯化物、电导率、油相容性和泡沫测试,一直到金属腐蚀测试。 刘先生:“所有这些测试都有助于识别我们客户车间和流程中的问题。通过我们深入的内部专业知识,我们与客户一起寻找理想的金属加工液解决方案,并从长远来看提高生产力。” Blaser 大中华区客户利润多方面:测试响应时间更快,Blaser 输入和问题解决更准确、更快捷。因为整个过程在中国管理,没有语言障碍,最大限度地减少潜在的误解。 液体工具 “我们努力成为不仅仅是金属加工液的供应商”,这家瑞士家族企业的首席执行官 Marc Blaser 强调说。“我们相信我们独特、全面的方法。在瑞士,我们运营着业界领先的技术中心。在我们选择理想的金属加工液之前,我们的专家会查看生产过程的所有细节。这一策略确保金属加工液成为一种液体工具,并优化整个过程的生产力和盈利能力。” Blaser Swisslube 旨在在全球市场开设实验室。马克·布拉泽:“上海新实验室将在中国市场发挥重要作用。” 您想从生产过程中获得更多收益吗?请与我们联系! 接触 请在浏览器中启用JavaScript来完成此表单。标题 *太太女士先生姓名 *前一页后一页公司 *部门 *职称 *地址 *Address Line 1CityState / Province / RegionPostal CodeEswatini (Kingdom of)KosovoVietnam不丹东帝汶中国中国台湾中非共和国丹麦乌克兰乌兹别克斯坦乌干达乌拉圭乍得也门亚美尼亚以色列伊拉克伊朗(伊斯兰共和国)伯利兹佛得角俄罗斯联邦保加利亚克罗地亚关岛冈比亚 (西非的独立国)冰岛几内亚几内亚比绍列支敦士登刚果刚果(民主共和国)利比亚利比里亚加拿大加纳加蓬匈牙利北京、上海和深圳。北马其顿北马里亚纳群岛南乔治亚及南桑威奇群岛南极洲南非南非博茨瓦纳卡塔尔卢旺达卢森堡印尼印度危地马拉厄瓜多尔厄立特里亚古巴吉尔吉斯斯坦吉布提哈萨克斯坦哥伦比亚哥斯达黎加喀麦隆图瓦卢土库曼斯坦土耳其圣卢西亚圣基茨和尼维斯圣多美和普林西比圣巴泰勒米圣文森特和格林纳丁斯圣皮埃尔和密克隆圣诞岛圣赫勒拿,阿森松岛和特里斯坦达库尼亚圣马丁岛(荷兰的一部分)圣马丁(法国部分)圣马力诺圭亚那坦桑尼亚联合共和国埃及埃塞俄比亚基里巴斯塔吉克斯坦斯坦斯坦塞内加尔塞尔维亚塞拉利昂塞浦路斯塞舌尔群岛墨西哥多哥多明尼加共和国多米尼加大不列颠及北爱尔兰联合王国奥兰群岛奥地利委内瑞拉(玻利瓦尔共和国)孟加拉国安哥拉安圭拉安提瓜岛和巴布达安道尔密克罗尼西亚(联邦)尼加拉瓜尼日尔尔利亚尼日尔尔尔尼泊尔巴勒斯坦(国家)巴哈马巴基斯坦巴巴多斯巴布亚新几内亚巴拉圭巴拿马巴林巴西布吉纳法索布维岛布隆迪希腊帕劳共和国库克群岛库拉索开曼群岛德国意大利所罗门群岛托克劳拉脱维亚挪威捷克共和国摩尔多瓦(共和国)摩洛哥摩纳哥斐济斯洛伐克斯洛文尼亚斯瓦尔巴岛和扬马延岛斯里兰卡新加坡新喀里多尼亚新泽西新西兰日本智利朝鲜柬埔寨格恩西格林纳达格陵兰格鲁吉亚梵蒂冈城国比利时毛里塔尼亚毛里求斯汤加语汶莱沙特阿拉伯法国法国南部领土法属圭亚那法属波利尼西亚法罗群岛波兰波多黎各波斯尼亚和黑塞哥维那泰国津巴布韦洪都拉斯海地澳洲澳门爱尔兰(共和国)爱沙尼亚牙买加特克斯和凯科斯群岛特立尼达和多巴哥玻利维亚(多民族国)瑙鲁语 (Naoero)瑞典瑞士瓜德罗普岛瓦利斯群岛和富图纳群岛瓦努阿图留尼汪岛白俄罗斯百慕大皮特凯恩直布罗陀福克兰群岛科威特科摩罗科特迪瓦科科斯(基林)群岛秘鲁突尼斯立陶宛索马里约旦纳米比亚纽埃维尔京群岛(美国)维尔京群岛(英属)缅甸罗马尼亚美国美国本土外小岛屿美属萨摩亚老挝人民民主共和国肯尼亚芬兰苏丹苏里南英属印度洋领地荷兰莫桑比克莱索托菲律宾萨尔瓦多萨摩亚葡萄牙蒙古国蒙特塞拉特西撒哈拉西班牙诺福克岛贝宁赞比亚赤道几内亚赫德岛和麦克唐纳群岛阿塞拜疆阿富汗阿尔及利亚阿尔巴尼亚阿拉伯叙利亚共和国阿拉伯联合酋长国阿曼阿根廷阿鲁巴韩国香港证券交易所马尔代夫马恩岛马拉维马提尼克马来西亚马约特岛马绍尔群岛马耳他马达加斯加马里黎巴嫩黑山Country电话 *电子邮件 *已经是客户? *是的不联系我 *电子邮件电话文本复选框...
Recent Comments