Water-miscible coolants: monitoring is key! During machining processes, water-miscible metalworking fluids can get contaminated in different ways: by dirt, guideway and hydraulic oil, metal fines and even from unknown substances. Daily inspections can go a long way to increase process stability and minimize health as well as environmental risks. The contamination may directly influence the main quality aspects of the product, like performance, foam building or skin tolerance. That is why it is strongly recommended to regularly monitor the coolant. Daily visual checks The first – and most fundamental – step is the daily check of the fluid level in the coolant tank. This is a prerequisite for proper metalworking fluid use. In machining centers with low fluid level, insufficient supply of the feed pump may lead to a higher emulsion temperature, air suction and increased foaming. Additional possible consequences can be insufficient cooling of the work piece, reduced tool life, reduced performance, and as a result a lower surface quality. The second, equally important daily check is the visual inspection of the color and stability of the coolant. In case changes can be detected, such as a discoloration or a floating oil layer on the surface, this could be an early warning sign indicating that the quality of the emulsion is unstable. Tramp oil can also form a floating oil layer – a problem that needs to be handled by continuously removing this layer, for example with an oil skimmer. Take a sample from the nozzle Initial filling of machine Since it is often difficult to reach the metalworking fluid in the tank, it is advisable to take a sample from the nozzle. Once changes in the coolant are detected, the next step is to investigate potential causes. Depending on the underlying cause, the corrective measures can vary widely. While the daily visual checks are a prerequisite, they are not enough when it comes to the monitoring and measuring of the most important parameter – the concentration of the emulsion. There is no stable process without a stable concentration! The emulsion concentration is important for the cutting performance, corrosion protection, as well as foam building, skin compatibility and sump life. The concentration should be checked whenever the coolant tank gets filled up. Several countries such as Germany, the United Kingdom and the USA request a periodical monitoring of the metalworking...
Mixing of metalworking fluids: water quality is a key factor To optimize the overall process safety and quality, a metalworking fluid emulsion must be perfectly balanced and stable. To accomplish that, it is crucial to maintain an ideal water quality. Unlike neat oils, which are used in metalworking operations in undiluted form, water-miscible fluids are normally diluted with water to form an emulsion. The concentrate consists of mineral oil or ester oil. Typically, the emulsion contains between 3 and 15% of concentrate. The main component of metalworking fluid emulsions is water. The quality of the water, which can vary widely by source, region and country, has a significant impact on the emulsion quality and its sump life. Therefore, it is inevitable to evaluate key characteristics such as water hardness and chloride concentration. The water quality (Video) Soft water increases foaming The water hardness determines the foam behaviour of many metalworking fluid emulsions. If the water is soft (below 8° dH/140 ppm), increased foaming may occur. If the water is very hard (well above 20° dH/350 ppm), it may have negative effects such as formation of lime (calcium) soaps, weakened corrosion protection, reduced emulsion stability and shorter sump life. The Blaser experts treat the water in various ways to achieve the ideal water hardness level for each process: If the water is too soft, calcium acetate can be added to increase the hardness. If it is too hard, the water can be treated by ion exchange to make it softer. Other water treatment procedures like reversed osmosis (RO) or de-ionization (DI) remove all salts. Water quality is key High chloride leads to corrosion Initial filling of machine Another important quality parameter is the chloride concentration in the water. Chloride should not exceed 25 mg/l, as it accumulates in the coolant over time. High chloride concentration may lead to corrosion on machines and work pieces, negatively influencing the process safety and efficiency. If the chloride concentration is too high, the water can be treated with the RO/DI procedures to reduce or eliminate the chloride. In most cases, normal tap water can be used for the initial filling of the machine, while treated water is recommended for the preparation of the top-up emulsion. However, some metalworking fluids need soft or even RO/DI water for a good long-term stability. How to check the water quality Both the water hardness and the chloride concentration can...
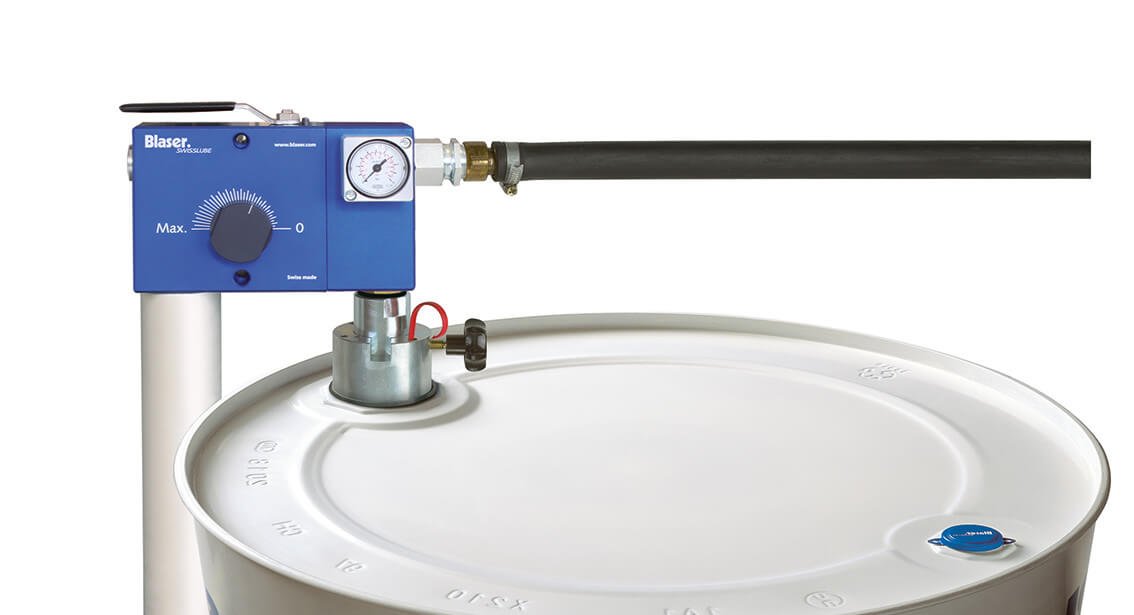
Mixing of metalworking fluids: perfect concentration ensures stable emulsion No matter whether the emulsion is mixed manually or with automatic mixing equipment: Either way, a precise concentration is key for a stable emulsion and optimized lubrication An ideal water quality is a prerequisite for the mixing of metalworking fluids. Once the water quality is evaluated and – if necessary – improved, the mixing process can start. Determining the concentration The typical concentration lies between 3 and 15%. A lot of know-how and experience is needed to determine a recommended concentration as accurately as possible. In order to do just that, the Blaser experts evaluate all production processes, tools and materials in detail. It is important that the mixing process is performed in a correct way to ensure a stable emulsion with finely dispersed oil droplets. The mixing can either be done automatically or manually. Measuring the concentration (Video) Jetmix ensures best results The easiest and most precise option is the automatic mixing. By using automatic equipment such as the Blaser Swisslube Jetmix or Mini-Jetmix, the best results can be achieved. The automatic mixing equipment from Blaser maintains a constant concentration, and a specially shaped nozzle creates shockwaves that keep the emulsion droplets small to form a finely dispersed emulsion. It is important to ensure that the emulsion cannot enter the drinking water system – that can be guaranteed with the installation of a backflush valve. Jetmix for best results Refractometer in use Manual mixing: keep stirring! If the emulsion is mixed manually, it is crucial to always add the concentrate to the water while stirring. The concentration must be checked with a refractometer, which measures the content of a solution by the refraction of light. In fact, even if the emulsion is mixed automatically and the unit has preselected concentration scales, it is recommended to double-check the concentration with a refractometer. Please note that the product-specific refractometer factor must be taken into consideration. The real concentration can be calculated by multiplying the refractometer reading in %brix with the refractometer factor. The refractometer factor of each coolant can be found on the product-specific data sheets. Once the concentration is ideal, the emulsion can be used for the production processes. Only a perfect concentration ensures that the emulsion remains stable and provides optimized...
What to do with your metalworking fluid during longer production stops? The machines may not be running, but chemistry and microbiology continue to be active in your water-miscible metalworking fluid. The fluid doesn’t circulate anymore and there’s no supply with fresh emulsion. All this can lead to severe problems such as bad smell, corrosion of machine parts and splitting of the emulsion. You therefore need to decide whether you maintain your coolant during the production stop or whether it’s a good opportunity to dispose your old coolant, clean your machines and get them ready for future production. Two options – maintain or dispose Water-miscible metalworking fluids cannot be left on their own. They need to be monitored and maintained regularly to ensure the stability of the emulsion. Cutting and grinding oils do not need any specific precautions. However, the production stop may be a good opportunity to clean the machines and change to a new oil. The following points help you decide whether to keep or dispose your metalworking fluid: Current conditions of the fluid Age of the fluid Volume of the fluid Expected duration of the production stop Available employees Please contact your Blaser representative to discuss which option is best for you. Equipment and methods in our microbiology laboratory It is crucial that you check and maintain the vital parameters of your coolant during production stops. For detailed instructions, see download section below or our online video tutorials. The most important measures are: Concentration: Keep at minimum 8%. This will ensure sufficient pH buffer to keep the emulsion stable. pH value: Make sure it remains within the recommended range. Circulation: Let the emulsion circulate in the tank for minimum 30 minutes per day. Skimmer: Keep it running. If you don’t have a skimmer, periodically remove tramp oil manually. Chip conveyor: Run it daily before starting the circulation. This will remove the chips and microchips that settle at the bottom of the tank. Machine cleaning – water-miscible metalworking fluids If you decide that the production stop is a good opportunity to dispose the old coolant, then proper cleaning of your machines is crucial to avoid contamination of the fresh emulsion. Watch the video for step-by-step instructions for cleaning and re-filling your machines. In the download section below, you can also find a PDF with all steps explained in detail. Machine cleaning – neat oils Although cutting and...
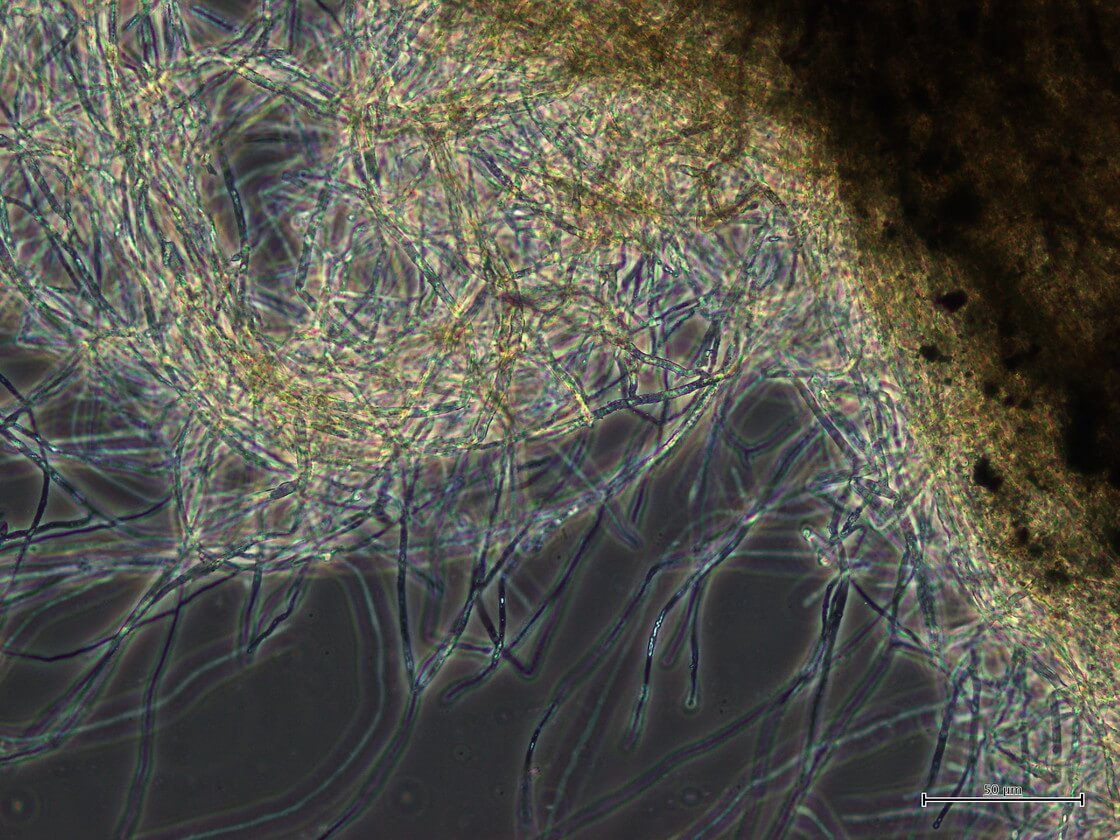
DNA and flow cytometry in the microbiology laboratory – CSI from Hasle-Rüegsau Microscope The world of bacteria and fungi is extremely varied. In order to understand these organisms, in addition to specialist knowledge and an instinct for investigative research, we need the right instruments in our laboratory. We need effective equipment and closely tailored analysis methods to provide our customers with even faster and more competent information about the used emulsion. Find out more about DNA analysis, flow cytometry and microscopy. In my last post “What happens to the cutting and grinding fluid samples”, I introduced you to our standard analysis methods (plater & dipslide). These methods offer an overview of which microorganisms are capable of growing on a given nutrient medium. But the ability to grow is just one of many aspects in obtaining information about the (microbiological) condition of a cutting and grinding fluid. The analysis methods Unfortunately, there is still no way to determine precisely the number of existing microorganisms or their type and activity in a short space of time. However, there are methods that enable us to speed up certain analyses and obtain more information. For example flow cytometry. A specially developed measuring method means we can now deliver the cutting and grinding fluid analysis to our customers within a few hours instead of two days. This improvement saves time and money. Equipment and methods in our microbiology laboratory Flow cytometry A flow cytometer enables microorganisms to be fed through a narrow measuring chamber at high speed and measured with the help of several lasers. The cells generate a scattered light which is measured by sensors. The processed data allows us to gain a comprehensive picture of the sample and the microorganisms present. In addition, the cells to be measured can be stained with fluorescent dyes to show the structures or life processes (e.g. activity). The great advantage of this method is the speed at which analysis can take place. Instead of requiring an incubation period of two days, evaluation with flow cytometry can be carried out within a few hours. This speeds up the customer’s reaction time enormously. Every organism stores its genetic information in a molecule known as DNA (DeoxyriboNucleic Acid). This stores the information that a cell needs to master all life processes. This stored information differs from organism to organism and thus enables classification...
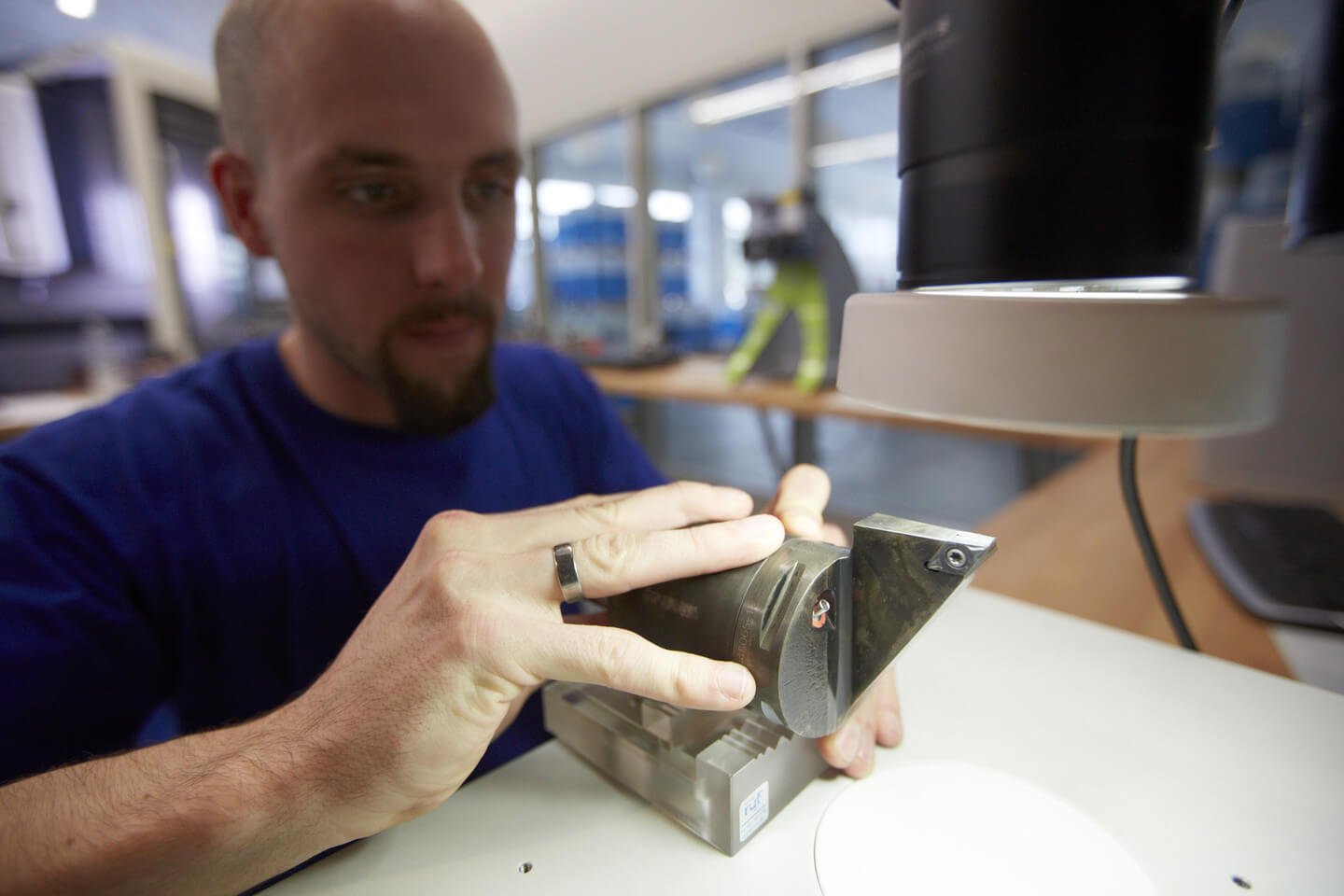
Cutting and grinding fluid tests – performance comparisons among cutting and grinding fluids Precise analysis using the microscope in the Blaser Swisslube Technology Center My series explains which factors should be given special consideration when comparing cutting and grinding fluids. Having considered tool preparation and the right choice when replacing cutting and grinding fluids in the first two parts, the last part is about measuring performance and comparing different cutting and grinding fluids. What is particularly important when comparing sump life? All other factors, in addition to the cutting and grinding fluid, must be defined as precisely as possible. Good preparation is essential for reliable results and meaningful comparisons. In parts one and two, I already listed many factors that must be taken into account for a meaningful comparison of cutting and grinding fluids. I now intend to explain the procedure of our experiments in more detail in this part. Procedure of the performance test After the tools and cutting and grinding fluid have been prepared and checked, the performance test can begin. We machine material in our in-house Technology Center under clearly defined parameters until we have reached a predetermined flank wear, which marks the end of the sump life. We interrupt the machining process at fixed intervals, documenting the increase in tool wear using a microscope. It is essential that the machining conditions are always as identical as possible. The procedure of a cutting and grinding fluid test in the Blaser Technology Center To ensure reliable results, it is also important that the machining conditions are as good as possible. The main focus here is on clamping the workpiece, the tool and the machining strategy. Another essential factor is the pressure or the volume flow of the cutting and grinding fluid, which must be checked in advance to ensure consistency. Once all of these points have been checked, the test can begin. What must always be taken into account when performing cutting and grinding fluid tests in metalworking companies? 1. Process analysis: The real difference between cutting and grinding fluids can only be reliably shown through a structured approach and the prior identification of possible influencing factors. Even the most minor differences in material quality or tools can seriously falsify a comparison. 2. Process selection: Make sure to choose a stable process for comparison purposes. Otherwise, the...


Recent Comments