
by Blaser Swisslube | Jan 16, 2022 | Education
Nitrite and microbial growth can affect the emulsion Besides daily visual checks, the measuring of the concentration and the monitoring of pH value and emulsion hardness, there are also other factors that need to be checked to ensure an ideal state of water-miscible coolants. Regulations vary, but in Germany, the technical guideline TRGS 611 requests a weekly check of Nitrite in water-miscible metalworking fluids. With reason: If out of control, too high nitrite levels can bring the risk of Nitrosamine formation. The tests can be done with Nitrite test strips, the upper limit for Nitrite is 20 mg/l. Nitrite test strips Microbial growth – Dip slide test with growth of yeast, mold and bacteria In the United Kingdom, the UKLA guideline requests a monitoring program for checking microbial growth in water-based metalworking fluids by means of a dip slide test. The main reason for this additional test is to ensure the safety of the fluid. However, microbiologists and safety officers question the value of this test. Only colony-forming microorganisms are detected and the treatment with biocide is not always the best corrective measure under the aspect of safety for operators. Good housekeeping in combination with monitoring and maintaining the concentration and pH value are considered to be efficient and effective to maintain the quality and safety of a water-based metalworking fluid. Blasocut – Bio-Concept Blaser Swisslube offers water-miscible metalworking fluids called “Blasocut”, which do not contain any bactericides and foster the natural growth of benign bacteria. These bio-concept coolants are not only gentle to operators’ skin, but also do not need biocide treatment. Dip slide tests do not make sense, as bacterial growth is...

by Blaser Swisslube | Jan 16, 2022 | Education
System cleaner ensures good starting conditions Thorough machine cleaning The fundament for an ideal maintenance of metalworking fluids is to ensure good starting conditions. That includes a thorough cleaning and rinsing of the machine or central system. A long sump life can only be achieved with professional cleaning before refilling a system. While the emulsion tank, the chip conveyor, the filtration system, and the machine room can be cleaned with a high-pressure cleaner, the cleaning of the piping system with mechanical methods is only possible with great effort. System cleaners are therefore used to clean the non-accessible areas. They have special wetting agents that help wash off residues from areas that are hard to reach. When using such system cleaners, it is important to ensure a correct concentration and duration of use. The technical data sheets show the detailed procedure. Other service products In most applications, there is no need for additional service products, also called additives. In some cases, however, it may be economical to boost the pH value with an additive or eliminate stains on critical aluminum alloys. If foam control is a priority, calcium acetate can be used as an...
by Blaser Swisslube | Jan 16, 2022 | Education
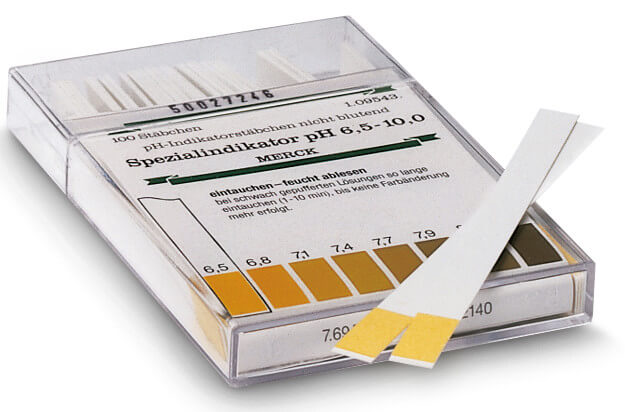
Monitoring the pH value and emulsion hardness Besides the concentration, there are other parameters of water-miscible coolants that need to be monitored and measured: The pH value and the emulsion hardness are among the most important factors to check. pH value The pH value indicates the health of the coolant. A low pH value can cause corrosion or bad odors, a high pH value can cause stains on aluminum, excessive foaming, and skin irritations. The ideal pH value for most products is between 8.4 and 9.2. The trend of the pH value over a certain period of time gives valuable information. A notable trend in one direction can be an early warning indicator. For example, a sharp drop of the pH value may be caused by a low emulsion concentration or high tramp oil leaking. A possible chemical contamination with an alkaline cleanser may have the opposite effect and result in a sharp increase of the pH value. Monitoring the pH value is relatively easy: Using test strips, it should be checked and recorded at least once a week. The strips do not need to be calibrated, but it is important to be aware of their expiration date and to not use expired strips. pH test strips Consistent hardness, consistent emulsion quality The determination of the emulsion hardness can also be helpful and provide insights: A consistent hardness ensures a consistent emulsion quality. Especially in applications with hard water and high water evaporation, a fast accumulation of hardness may occur. This can lead to an unstable emulsion or the formation of residue. When reverse osmosis (RO) or deionized (DI) water is available, the hardness level can be managed by switching from hard water to RO or DI water based on the hardness level in the emulsion. checking the hardness of the emulsion Track the results The results of the on-site tests can be tracked with a simple Excel sheet. This makes it easy to see the current state as well as the trend over a certain time immediately. Alternatively, the coolant data can also be collected using an electronic device. Liquid Tool Systems AG offers a Coolant Manager. Coolant...

by Blaser Swisslube | Jan 16, 2022 | Education
Measuring the coolant concentration = measuring success The metalworking fluid concentration of the emulsion is the most important parameter to check on site. Remember: There is no stable process without a stable concentration! The coolant concentration should get checked whenever the tank gets filled up – the data must be recorded at least once a week in a monitoring sheet. This can be done manually or by an electronic device. Liquid Tool Systems AG, for example, offers a Coolant Manager. Manual measurement A simple and cost-effective way to measure the metalworking fluid concentration is to use a handheld refractometer. As you may know, light changes the direction when it enters a liquid – this is called refraction. Refractometers measure the degree of this direction change, called the angle of refraction. The reading on the measuring scale, recognizable by a clear color separation on the scale, indicates the concentration level of the emulsion. For some metalworking fluids, the reading on the measuring scale needs to be multiplied with the product-specific “refractometer factor”. The result is the actual concentration of the emulsion. It is important to calibrate a handheld refractometer with water. The zero-point setting should be done with high quality water before measuring the concentration of the emulsion. If the reading on the measuring scale looks diffused, it means that the emulsion is either unstable or heavily loaded with tramp oil View through Refractometer handheld...

by Blaser Swisslube | Jan 16, 2022 | Education
Water-miscible coolants: monitoring is key! During machining processes, water-miscible metalworking fluids can get contaminated in different ways: by dirt, guideway and hydraulic oil, metal fines and even from unknown substances. Daily inspections can go a long way to increase process stability and minimize health as well as environmental risks. The contamination may directly influence the main quality aspects of the product, like performance, foam building or skin tolerance. That is why it is strongly recommended to regularly monitor the coolant. Daily visual checks The first – and most fundamental – step is the daily check of the fluid level in the coolant tank. This is a prerequisite for proper metalworking fluid use. In machining centers with low fluid level, insufficient supply of the feed pump may lead to a higher emulsion temperature, air suction and increased foaming. Additional possible consequences can be insufficient cooling of the work piece, reduced tool life, reduced performance, and as a result a lower surface quality. The second, equally important daily check is the visual inspection of the color and stability of the coolant. In case changes can be detected, such as a discoloration or a floating oil layer on the surface, this could be an early warning sign indicating that the quality of the emulsion is unstable. Tramp oil can also form a floating oil layer – a problem that needs to be handled by continuously removing this layer, for example with an oil skimmer. Take a sample from the nozzle Initial filling of machine Since it is often difficult to reach the metalworking fluid in the tank, it is advisable to take a sample from the nozzle. Once changes in the coolant are detected, the next step is to investigate potential causes. Depending on the underlying cause, the corrective measures can vary widely. While the daily visual checks are a prerequisite, they are not enough when it comes to the monitoring and measuring of the most important parameter – the concentration of the emulsion. There is no stable process without a stable concentration! The emulsion concentration is important for the cutting performance, corrosion protection, as well as foam building, skin compatibility and sump life. The concentration should be checked whenever the coolant tank gets filled up. Several countries such as Germany, the United Kingdom and the USA request a periodical monitoring of the metalworking...

by Blaser Swisslube | Jan 16, 2022 | Education
Mixing of metalworking fluids: water quality is a key factor To optimize the overall process safety and quality, a metalworking fluid emulsion must be perfectly balanced and stable. To accomplish that, it is crucial to maintain an ideal water quality. Unlike neat oils, which are used in metalworking operations in undiluted form, water-miscible fluids are normally diluted with water to form an emulsion. The concentrate consists of mineral oil or ester oil. Typically, the emulsion contains between 3 and 15% of concentrate. The main component of metalworking fluid emulsions is water. The quality of the water, which can vary widely by source, region and country, has a significant impact on the emulsion quality and its sump life. Therefore, it is inevitable to evaluate key characteristics such as water hardness and chloride concentration. The water quality (Video) Soft water increases foaming The water hardness determines the foam behaviour of many metalworking fluid emulsions. If the water is soft (below 8° dH/140 ppm), increased foaming may occur. If the water is very hard (well above 20° dH/350 ppm), it may have negative effects such as formation of lime (calcium) soaps, weakened corrosion protection, reduced emulsion stability and shorter sump life. The Blaser experts treat the water in various ways to achieve the ideal water hardness level for each process: If the water is too soft, calcium acetate can be added to increase the hardness. If it is too hard, the water can be treated by ion exchange to make it softer. Other water treatment procedures like reversed osmosis (RO) or de-ionization (DI) remove all salts. Water quality is key High chloride leads to corrosion Initial filling of machine Another important quality parameter is the chloride concentration in the water. Chloride should not exceed 25 mg/l, as it accumulates in the coolant over time. High chloride concentration may lead to corrosion on machines and work pieces, negatively influencing the process safety and efficiency. If the chloride concentration is too high, the water can be treated with the RO/DI procedures to reduce or eliminate the chloride. In most cases, normal tap water can be used for the initial filling of the machine, while treated water is recommended for the preparation of the top-up emulsion. However, some metalworking fluids need soft or even RO/DI water for a good long-term stability. How to check the water quality Both the water hardness and the chloride concentration can...
Recent Comments