Kappler & Blaser: Working hand in hand to achieve a clean process in the production of complex electronics Kappler CNC is a high-tech company from Birkenfeld, in Baden-Württemberg, Germany, producing complex parts for demanding environments such as in chip production, as well as the aerospace and electronics industries. The challenges here are immense, not only in terms of precision, but also cleanliness – with cleanroom compatibility being a prime example. Kappler specialists are working in close collaboration with Blaser Swisslube’s metalworking fluid experts, as part of a comprehensive development process, to establish an ideal product for the specific production needs. A partnership geared to the future that is bearing fruit already. Kappler CNC, founded in 1934, is an innovative precision engineering production company located in Birkenfeld, in Baden-Württemberg, Germany. The family business, which is now being run by the family’s third generation, employs around 200 staff. The company originally produced bench drilling machines – but over the decades, Kappler has succeeded in progressively diversifying its production. Today, the high-tech company focuses on producing complex and challenging parts from aluminum and various stainless steels, for the chip and optics industries, aerospace and medical technologies, the energy sector, as well as mechanical engineering and electronics. Machine operator Mr. Müller in action. “The electronics segment is particularly demanding. Here, it is essential that the parts produced are cleanroom compatible. So it must be ensured that the parts can be optimally cleaned and are free of extraneous substances,” explain Kappler specialists Christian Huber, project manager, and Jürgen Klittich, responsible for tool purchasing and metalworking fluids. Mr. Klittich has worked for the company for more than 20 years – more than two decades in which Kappler CNC has been resolutely committed to maintaining its technological edge and growing its expertise. Jürgen Klittich: “Kappler strives to take new approaches and to achieve extraordinary things!” Kappler is pursuing one of these new approaches together with Blaser Swisslube: The company contacted the metalworking fluid specialists at Blaser in early 2021, with a specific problem in the particularly demanding area of machining components for EUV lithography systems. According to customer specifications in the electronics sector, an alternative to the oil-based metalworking...
Blasomill 15 as a Process Optimizer for Häni & Co. AG While analyzing potential ways to optimize processes, the decision-makers at the precision turned parts manufacturer Häni & Co. AG, Arch, Switzerland met up with the coolant specialists from Blaser Swisslube. The reason for this was contamination in the oil used, whose provider urgently recommended an oil change. After closely examining the processes together, Blaser Swisslube recommended using the high-performance cutting oil Blasomill 15 as a hydraulic oil. Today, the Häni team is delighted to report longer tool life, fewer rejects, minimized downtimes, greater process security, and considerable cost savings. View of the Häni & Co. production hall Häni & Co. AG, headquartered in Arch in the canton of Bern, employs 100 people and specializes in the manufacture of high-precision turned parts. The family business, founded more than 80 years ago, produces both small series and large-scale orders to the highest accuracy and quality. The experts at Häni often support their customers from as early on as the development phase, and have specialized expertise in materials science and manufacturing technology. The modern machinery allows Häni great versatility: all alloyed or unalloyed steels, copper alloys, aluminum as well as titanium and plastics are machined – no matter whether round, square or hexagonal material. The precision-turned parts are manufactured for customers in the automotive or medical technology industries, for example, but also in the electronics, aerospace, chemical industries and in telecommunications. When Rolf Vogt, Head of Quality Management at Häni, spoke with Blaser application engineer Martin Haas, the first thing they discussed was the oil change recommended by the manufacturer. This was because the oil currently used was contaminated. Since it had come into contact with tramp oil, the process had been significantly hampered in terms of both performance and stability. As part of a detailed on-site analysis, tool life optimization potential was also determined later on. Together, they examined the production process and formulated clear improvement goals: while topping up with fresh oil was necessary for complex parts up until now due to the poor condition of the oil, the sump life should be prolonged by ensuring a consistently high quality over a long service life through planning and monitoring. A longer tool life should reduce tool costs in the long term. In...
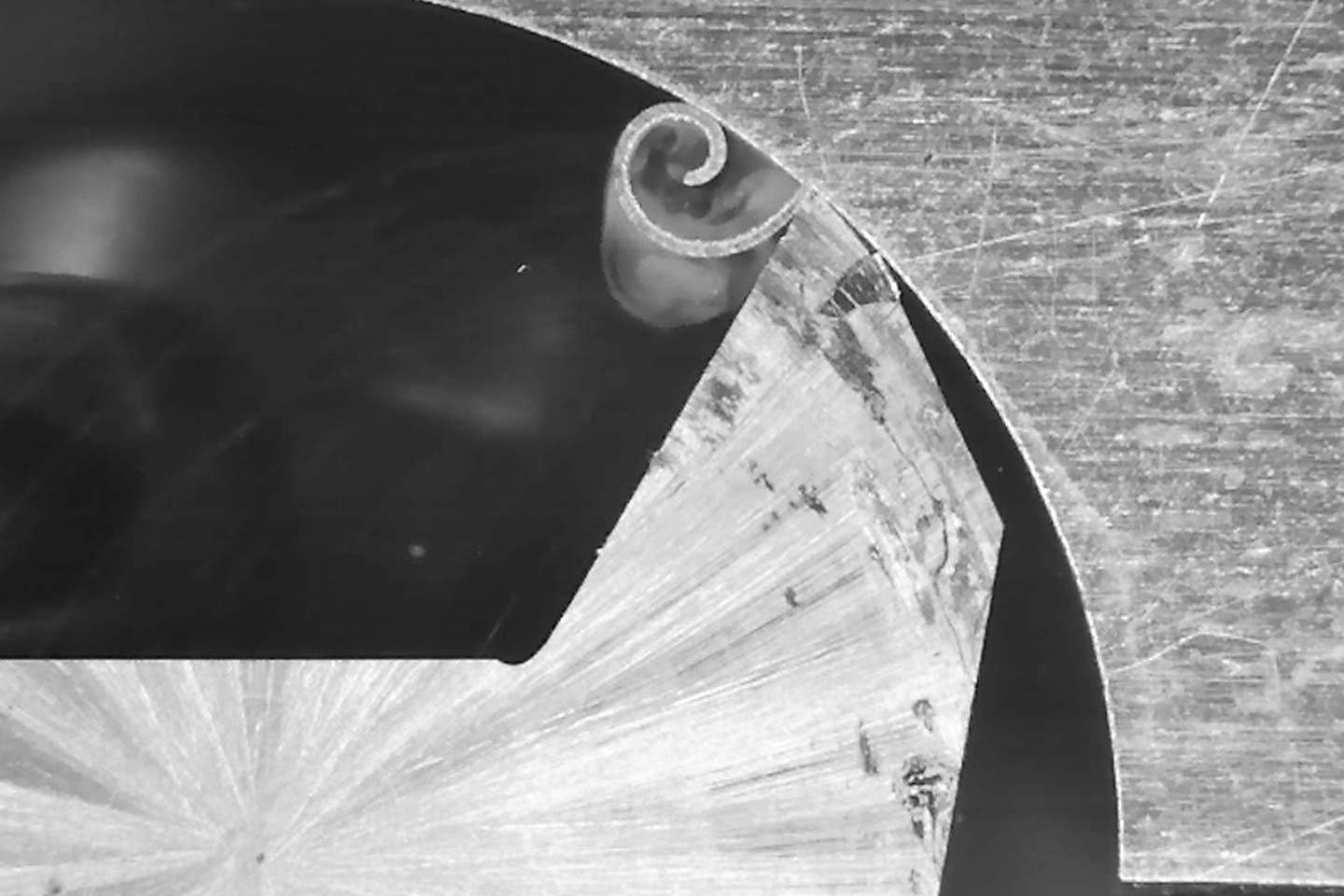
Blaser examines every chip in detail in an innovative series of tests The macro high-speed recordings are impressive: Viewed in slow motion, a carbide milling tool removes a perfectly shaped brass chip. The Blaser Synergy 735 metalworking fluid becomes cloudy around the curling chip – exactly where the heat is greatest. It leaves an oil-like phase and thus forms an even more effective lubricating emulsion. In an extensive series of tests in the in-house Technology Center, the metalworking fluid experts from Blaser Swisslube analyze machining processes down to the finest detail. The principle: To achieve better metalworking fluids faster through expertise and data. The idea of capturing the machining process, chip formation and the behavior of the metalworking fluid more precisely than ever before through photos and videos came about as part of a joint project with the renowned ETH Zurich. The research and development team at Swiss metalworking fluids experts, Blaser Swisslube, set about the planning and implementation. The use of a high-speed camera with a macro lens, which is placed behind a sight glass to keep the metalworking fluid at a distance, should make uniquely sharp, precise recordings possible. A ring light was used to provide the necessary light intensity, as well as a carbide cutter with a helix angle of 0° that was specially ground for this particular test. When machining titanium, the highest temperatures are reached near the cutting edge and in the chip. This is evidenced by a light-colored cloud forming around the chip. (Image: Blaser Swisslube) The results are fascinating: The high-speed recordings showed for the first time that the mechanism of action of oil-free, water-soluble metalworking fluid, Synergy 735 – namely its improved lubricating effect at higher temperatures – also occurs during machining and is fast enough to optimize milling processes. Synergy 735 thus changes its properties and adapts to the machining process like a chameleon. Brass Comparsion Synergy 735 blue brass “Our Technology Center allows us to take a closer look than our competitors. This focus on all the details and the cooperation between our chemists and the machining experts enables us to develop metalworking fluids that improve processes sustainably, reduce production costs and prolong tool life,” explains Marc Blaser, CEO of Blaser Swisslube. As the Synergy 735 metalworking fluid used in the test described cools down, it becomes clear again,...
ChemValve-Schmid – Planning reliability and clean machines with B-Cool For three decades, leading PTFE industrial valve manufacturer ChemValve-Schmid AG has relied on metalworking fluids from Blaser Swisslube in its diverse machining processes. The demands on the metalworking fluid are changing continuously as new machines, materials and production sequences appear. Following detailed analysis, about four years ago the Blaser experts suggested switching to B-Cool 755, a water-miscible mineral oil-based metalworking fluid. The switch soon paid off: greater predictability, easier maintenance, reduced consumption, optimized skin compatibility and top efficiency are the outstanding results. ChemValve-Schmid AG, based in Welschenrohr in the Swiss canton of Solothurn, develops and produces high-quality industrial valves lined with PTFE for secure shut-off and regulation of gaseous, liquid or powdery media. ChemValve is a private and independent company that—with the finely crafted details of its sophisticated sealing systems, high manufacturing precision, a focus on innovation, and proprietary production machinery—has earned the status as one of the world’s leading PTFE valve manufacturers. An extensive network of distribution partners enables ChemValve to serve customers from various industry sectors in over 60 countries worldwide. Since its foundation in 1993, ChemValve has focused on maximum precision and quality in production. Blaser Swisslube has accompanied the company as a metalworking fluid partner ever since. Three decades in which production processes were constantly examined, analyzed and improved in close co-operation. “For 30 years, Blaser specialists have been working hand in hand with us, testing, checking and advising. The Blaser field service specialists all have one thing in mind: to get the best for the customer,” says Beat Allemann, Production Manager at ChemValve-Schmid AG. When ChemValve purchased new lathes in 2018, expanding its production, the company also revisited its metalworking fluid solution. “We were actually quite satisfied with the Blasocut metalworking fluid we had previously used. On Blaser’s initiative, however, we looked into switching over,” Allemann reports. Clean all-rounder Blaser application engineer Martin Haas recalls: “The production processes at ChemValve are complex. Up to 80 percent cast iron, but also titanium and other materials are milled and turned. We had the idea of trying B-Cool 755—a...
Combined expertise offers optimum process security A special kind of cooperation was witnessed in Baden-Württemberg in 2020-2021: Machine builders F. Zimmermann GmbH, tool experts from Mapal and metalworking fluid specialists from Blaser Swisslube, came together to work as an expert team to ensure the reliability and efficiency of a machine concept developed for machining titanium. The expertise of all those involved meant that it was possible to increase the service life of the tools used for titanium machining by a factor of seven, while at the same time guaranteeing process security. Neuhausen auf den Fildern is a small community about 4 kilometers east of Stuttgart Airport, where F. Zimmermann GmbH, founded in 1933, has its headquarters. Around 180 employees work at Zimmermann. The company produces milling machines and horizontal machining centers for the automotive and aerospace industries. The centerpieces of Zimmermann machines include, among other things, the patented milling heads that are produced in-house. The specialist offers a suitable milling solution for every system concept and every material, as well as requirements in terms of metal removing rates and surface quality. The combined expertise of the F. Zimmermann, Mapal and Blaser companies ensures optimal process reliability in titanium machining. “We recognize our particular strength in large, complex machines that can be individually adapted,” explains Steffen Nüssle, Export Sales Manager and Head of Application Technology at Zimmermann. “You’ll find Zimmermann machines wherever there is a need to process large-volume components.” Around 95 percent of the systems are “Made in Germany”, and most of the company’s suppliers are located within a radius of just 80 kilometers. Mapal has its headquarters within this 80-kilometer radius, a little further to the east of Baden-Württemberg, in Aalen. Looking back on a 70-year history packed with innovations, Mapal has long established itself as one of the world’s leading suppliers of precision metal cutting tools. Mapal is the global technology leader in the machining of cuboid components. The company’s key data make impressive reading: 5,000 employees, branches with production, sales and service in 25 countries, more than 450 technical consultants in the field, more than 300 trainees worldwide Individual production for titanium machining In 2020, experts from machine builder Zimmermann, tool manufacturer Mapal and Blaser Swisslube joined forces...
Coolant service life of more than 15 years thanks to the Blaser bio-concept Swiss metalworking fluid specialist Blaser Swisslube is known for sustainable and effective coolant solutions. Pfiffner Messwandler AG has successfully used Blasocut BC 25 MD without interruption for over 15 years. Sustainability that pays off. The Blasocut product line with its unique bio concept has been part of Blaser Swisslube’s product portfolio for over 45 years. The Blasocut products contain no bactericides of any kind and are characterized by outstanding human compatibility and environmental friendliness. Thanks to their composition, they are designed for natural colonization by the water bacteria pseudomonas oleovorans (referred to as “primary bacteria”). This harmless waterborne bacterium is found across the globe in drinking water and acts as a natural stabilizer as it were. It leaves no space for the unwanted bacteria to grow and spread within the coolant. This results in a biological balance without any risk to health or destabilization of the coolant. Refractometer measurement by the customer. A sustainable coolant solution tailored to customer requirements “The central system at Pfiffner in Hirschthal was filled with Blasocut BC 25 MD by my predecessor in December 2005,” explains Marco Frey, the responsible application engineer. Pfiffner Messwandler AG is an industrial company that manufactures products for electricity suppliers and industrial companies. At the site in Hirschthal in the canton of Aargau, machining is carried out on materials ranging from aluminum to steel and copper. Blasocut BC 25 MD is optimally tailored to Pfiffner’s production conditions and customer requirements. Maintenance and monitoring for the emulsion A sample of the coolant is taken every three months to monitor the emulsion. This is then sent to the customer service laboratory of Blaser Swisslube in Hasle-Rüegsau. In the Blaser Lab, nitrite and sulfate levels, conductivity and other measurement values are determined. “In all these years of taking samples for Pfiffner, we have always obtained optimal values for these measurements,” explains Manuel Schläppi, Head of Customer Service at Blaser Swisslube. The concentration of coolant is checked on site by an employee every one to two weeks. “Care and maintenance are very important. In addition to this, the system is automatically simulated using a level sensor. Once a year, the machines and the chip conveyors are thoroughly cleaned,”...




Recent Comments