Cutting and grinding fluid tests – what needs to be considered in cutting and grinding fluid management? Blaser Swisslube’s experts are bringing efficient coolants to market. But not before the products are subjected to in-depth performance tests at the Blaser Swisslube Technology Center. The testing equipment now includes a microscope camera for measuring tool wear and the spike sensor system from pro-micron for measuring cutting force. This allows for faster collection of meaningful data that is of benefit to the user. You need to proceed with care when comparing cutting and grinding fluids with one another. In the first part I explained the points to be noted with materials and tools. We now turn our attention to the cutting and grinding fluid and its handling. The cleaning of the machine—before filling—is the key to the successful use of the cutting and grinding fluid. You’ll find plenty of information and tips on handling our cooling lubricants in our application videos. Blaser’s Competence Center Professional machine cleaning demonstration After the machine has been thoroughly cleaned, two factors are particularly important for subsequent filling (with water-miscible cutting and grinding fluid): The cutting and grinding fluid concentration Water quality The cutting and grinding fluid concentration The concentration with which the cutting and grinding fluid is applied influences both the performance and the stability of the emulsion. The refractometer factor must be taken into account when checking the concentration with the refractometer. This is always shown on the product label of our products. This factor is multiplied by the refractometer reading and gives the effective concentration of the cutting and grinding fluid. Checking concentration using a refractometer The influence of the refractometer factor. Example with factors 1.0 and 1.5. We always work with the same concentration during our machining tests in the Technology Center. For general machining, this is 8 percent. By contrast, the tests for grinding are run with a concentration of 4 percent. Please note the application limits on the data sheet of the respective product. The concentration is checked daily during the experiments. In order to ensure the reproducibility of the test results, the deviation from the target concentration must not exceed a maximum of 0.5% during the entire test period. Furthermore, the total amount of cutting and grinding fluid must not fluctuate excessively...
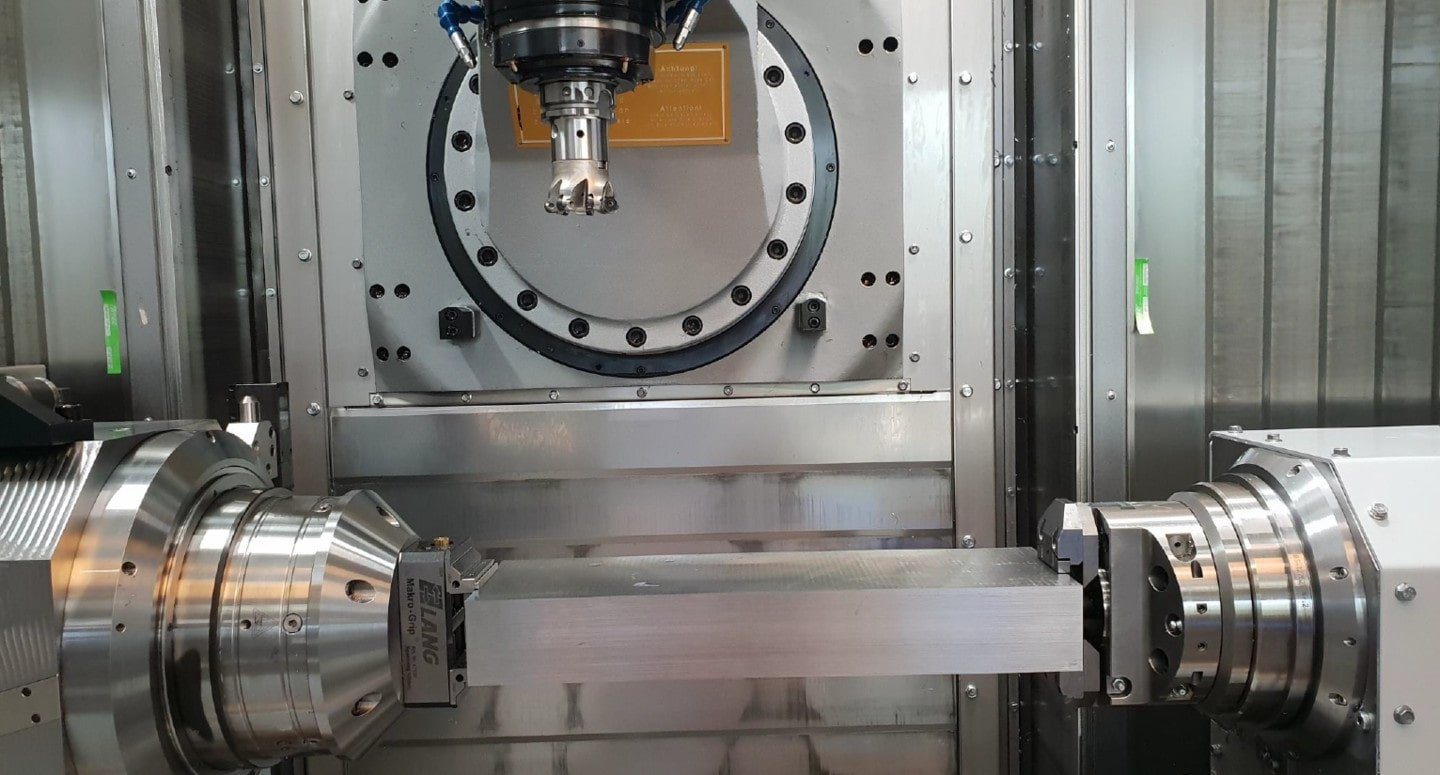
Technology speeds development of highly effective metalworking fluids Technology Center in Switzerland Blaser Swisslube’s experts are bringing efficient coolants to market. But not before the products are subjected to in-depth performance tests at the Blaser Swisslube Technology Center. The testing equipment now includes a microscope camera for measuring tool wear and the spike sensor system from pro-micron for measuring cutting force. This allows for faster collection of meaningful data that is of benefit to the user. How do you end up with an optimal coolant? Often more than a dozen ingredients are required, including oils, emulsifiers and additives. These sophisticated formulations from Research & Development are combined with the manufacturing expertise of machining technologists. Blaser Swisslube has relied on the collaboration between both disciplines for some time now. “Only if our chemists are able to get to know the coolant on site as part of a performance test and then interpret the data acquired by the manufacturing technologists, are we able to make great progress in coolant development,” explains Marc Blaser, CEO of Blaser Swisslube, with respect to the process. Blaser’s Competence Center Blaser Swisslube’s inhouse Technology Center has been undergoing gradual expansion for more than 10 years. Currently, the facilities house six CNC machines, including a state-of-the-art grinding machine, and cover an area of more than 1,500 m2 (16,000 sq ft). New developments are tested here, and customers’ production situations are simulated under close-to-reality conditions. In order to carry out meaningful wear tests and interpret the acquired data correctly, Blaser Swisslube depends on highly precise measuring devices and sensors. Key parameters here are the flank wear (vB,max) and the maximum cutting force (Fmax). The flank wear is now measured in a fully automatic process directly in the machine by means of a wear camera. The cutting force is measured directly in the tool holder using the spike sensor system. Get to the bottom of tool wear Dr. Linus Meier and Tobias Mathys discussing the test results Meaningful data collection “With this machine, we can feel out the tool wear,” says Tobias Mathys, Process Engineering Manager at Blaser Swisslube, with a smile, pointing to the Technology Center’s DMG Mori NVX 5060. This CNC machine is dedicated to coolant development at Blaser. It is equipped with a wear camera — an industry camera that is protected...
The metalworking fluid turbo for the automotive industry Everyone in the automotive industry is talking about emission values and downsizing of combustion engines right now. In order to accelerate basic research in the field of turbocharger manufacturing, Blaser Swisslube, in collaboration with their partners, have carried out extensive tests at the company’s own Technology Center. The automotive suppliers and sub-suppliers are extremely interested in the findings, especially the savings potential. The diesel scandal surrounding the manipulated emission values is still lingering in people’s minds. The CO2 requirements in Europe are ambitious. By 2020, output is to be limited to 95g CO2/km. Downsizing is a hot topic for the automotive suppliers. Turbocharger boosts help whip the engines into shape with low displacement. When it comes to passenger vehicles, the turbocharger production numbers are expected to increase to 60 million units per year by 2020. This is an increase of appr. 27 percent, despite growing electromobility. But the production of turbochargers is very complex. Stable and reliable processes as well as high productivity are crucial. Tests carried out at Blaser Swisslube’s own Technology Center in Switzerland have clearly demonstrated what can be achieved with carefully planned processes and the right metalworking fluid. Tool life increased from 1,200 to 2,000 drills In 2013, Blaser began to carry out tests together with a leading tool manufacturer in the field of turbine housing machining. This involved machining heat resisting cast steel (1.4849, 1.4848 as well as 1.4837). The aim of the tests was to find the ideal tool/metalworking fluid combination, thus creating added value for the customer. The benchmark for the testing was drilling and face milling using original components and test components. The tools and the metalworking fluid strategy were carefully planned for each machining process. Thanks to Blaser’s Liquid Tool, the tool life of 1,200 drills was increased to over 2,000 drills. When it came to face milling, the tool life was increased to up to 25 percent for rough cutting and appr. 45 percent for finishing. Higher tool life thanks to Blaser’s Liquid Tool Basic research In close collaboration with a leading OEM in the field of turbocharger production, a further project was launched in 2017. The aim of that basic research project was to answer the following question: What is the ideal metalworking fluid strategy for machining...
Minimum quantity lubrication (MQL) – ready for Industry 4.0 Oil quantity, volume flow and pressure of the MQL aerosol can be directly taken into account in the digital process chain. This offers a clear advantage in comparison to conventional metalworking fluids. Figure 1: Good spraying behavior Effective delivery of metalworking fluids Metalworking fluids, minimum quantity lubrication and cryogenic components are complex issues. Regardless of the method, the basic objectives of the cutting industry are high process reliability and high productivity. In addition to the economic ideas, ecological aspects are playing an increasingly important role. When things work out well, they can, in turn, also offer potential savings in energy and other resources. All metalworking fluid-related lubrication methods, including MQL, have a common characteristic: continuous targeted feeding of the metalworking fluid into the cutting zone. The metalworking fluid must be delivered accurately onto the rake and flank face of the cutting tool. This can best be achieved by means of an internal metalworking fluid supply. Processes and advantages with Minimum Quantity Lubrication (MQL) The MQL process creates an aerosol comprised of an oil-air mixture. This mixture forms a protective film, which reduces the friction and directly prevents the tool’s wear. Cooling of the cutting tool is achieved / controlled by means of forced convection via compressed air, wet surfaces and evaporation enthalpy. Processes such as high-speed cutting (HSC) or high-feed cutting (HFC) are fundamental prerequisites for cutting successfully with MQL. In this case, an MQL-optimized cutting process requires smaller, constant wrap angles in order to reduce the total heat input into the tool. In recent years, there has been a significant development both in the field of MQL devices, delivery systems and the cutting tools themselves. Compared to wet machining, MQL is a more flexible application, since smaller amounts of fluid are fed. However, due to this reduction of fluid, it is imperative to pay close attention to the continuous and targeted feeding of the cutting tool with the MQL aerosol. The low energy consumption, the cleanliness of the parts and chips, as well as good material compatibility are further advantages of this method. MQL and Industry 4.0 The integration of MQL and modern MQL systems in the digital process chain can be realized more easily and quickly than with conventional...
Research on the processing of turbine blades with minimum quantity lubrication Demo blades at Liechti Engineering on a Turbomill 1400i (turnaround time: 63min). The mass of the blank amount to: 150x70x480mm. Blaser Swisslube has carried out an extensive analysis of the milling of steel turbine blades in collaboration with GF Machining Solutions AG – Liechti Engineering and Walter AG. Conclusion: Minimum quantity lubrication (MQL) makes it possible to optimise the process and offers a savings potential when it comes to tool costs. The collaborative effort began about 1.5 years ago. Liechti Engineering initiated the project, intending to optimize the processing of turbine blades with the support of Blaser Swisslube and Walter. The blades, made of high-alloyed heat-resistant steel, are first roughened, and then pre- finished before a final finishing. The key processing phase in particular (meaning: the longest cycle time, and thus the highest production costs) was carefully examined throughout the course of the project. Blaser Swisslube’s Technology Centre During the initial tests at Blaser Swisslube’s in-house technology centre at the headquarters in Hasle-Rüegsau, X20 chrome steel blocks were milled using a GF Mikron HPM 800U – both rough-ing and finishing. The processing was carried out using a metalworking fluid, MQL, as well as dry and with pure compressed air cooling, and subsequently compared. Various cutting parameters were used. The MQL processing demonstrated its merits when it came to reduced flank wear during finishing, and the surface finish was very good as well. It therefore proved to be the ideal choice for this process. Technology Center and Competence Center of Blaser Swisslube in Hasle-Rüegsau Research results obtained by Liechti Engineering Further tests were then carried out at Liechti Engineering in Langnau. Blades were machined using a Turbomill 1400i. The results obtained match the findings made at Blaser’s technology centre. Apart from X20 chrome steel, Liechti Engineering also processed hard-to-machine X2 chrome steel in order to put the MQL process under scrutiny. Conclusion: Thanks to the MQL processing, the wear on the cutting edge is reduced and the tools have a longer life. This offers a savings potential with regards to the tool costs. Test showed that when finishing with MQL, tool wear can be reduced by a factor of up to 5 compared to metalworking fluid Result of the collaboration “MQL processing is the perfect choice for...
Steadily expanding our expertise in the field of minimum quantity lubrication The GROB G550 converted to MMS at the Blaser Swisslube Technology Center For this purpose, Blaser invested in a new GROB machine and converted it to minimum quantity lubrication (MQL). A holistic approach that takes into consideration all parameters involved in the process is typical. That is why Blaser also works with different partners, for example EMUGE. A metalworking fluid manufacturer interested in (or using) MQL—isn’t that a contradiction? For Blaser Swisslube, metalworking fluid and minimum quantity lubrication go hand in hand. What may sound a little strange to some, is normal for the Swiss family business. “We are committed to providing our customers with measurable added value in the field of cutting and grinding fluid and lubricant solutions. Whether it’s with a suitable cutting and grinding fluid or with a minimum quantity lubricant matched to the process,” explains Marc Blaser, CEO of Blaser Swisslube. In order to expand expertise in the field of MQL, a GROB G550 machine was purchased this year, which was specifically modified for MQL production. “We are looking to develop steadily, and better understand the fields of activity in MQL. To this end, we work closely with partners,” he concludes. Thread forming at the GROB with tools from EMUGE Competence in minimum quantity lubrication When using MQL, the entire process has to be taken into consideration. Significant progress has been made in the field of MQL over recent years, which also presents metalworking fluid manufacturers with the challenge of developing products specially suited for this purpose. Given the appropriate machining processes and the right implementation, Blaser Swisslube sees huge potential in MQL. Conversion to MQL requires adaptation of tools and process parameters. However, many users lack experience with MQL processes, which can be compensated for by the involvement of experts and the knowledge of tool, equipment and metalworking fluid suppliers. “With the machine converted to MQL, Blaser Swisslube can compare applications and materials with MQL, cutting and grinding oils and water-miscible coolants, and build up practical process knowledge. We want to provide answers to our customers’ questions – including in the field of MQL,” says Tobias Mathys, Process Engineering Manager at Blaser Swisslube. Process development with EMUGE A project with...




Recent Comments